螺紋培訓課程(PPT 136頁)
- 所屬分類:
- 企業培訓
- 文件大小:
- 5668 KB
- 下載地址:
- 相關資料:
- 培訓課程
螺紋培訓課程(PPT 136頁)內容簡介
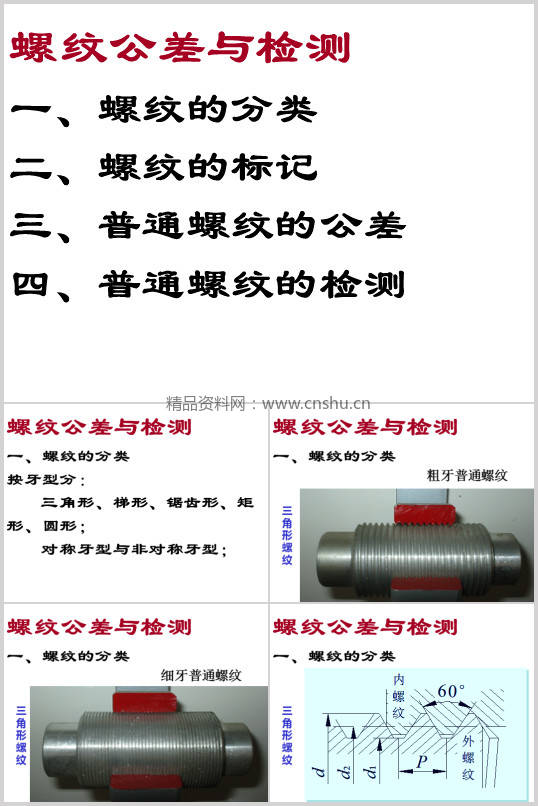
螺紋公差與檢測
一、螺紋的分類
二、
螺紋的標記 三、普通螺紋的公差 四、普通螺紋的檢測
螺紋公差與檢測 一、螺紋的分類 按牙型分:
三角形、梯形、鋸齒形、矩形、圓形; 對稱牙型與非對稱牙型;
螺紋公差與檢測 一、螺紋的分類
螺紋公差與檢測 一、螺紋的分類 按單位製分: 米製; 英製; 美製;
螺紋公差與檢測 一、螺紋的分類 按外形分:內螺紋; 外螺紋; 圓柱螺紋; 圓錐螺紋;
螺紋公差與檢測 一、螺紋的分類 按密封性分:
非密封螺紋 密封螺紋 幹密封螺紋
螺紋公差與檢測 一、螺紋的分類 按配合分:
間隙、過渡、過盈;
螺紋公差與檢測 一、螺紋的分類 按類型分:
柱/柱:(間隙) 錐/錐:(過渡或過盈) 柱/錐:(過盈)
螺紋公差與檢測 一、螺紋的分類 按螺距分:
粗牙; 細牙; 超細牙; 恒定螺距;
螺紋公差與檢測 一、螺紋的分類 按用途分:
緊固螺紋、 管螺紋、 傳動螺紋 專用螺紋。
螺紋公差與檢測 一、螺紋的分類 按用途分:
緊固螺紋 用途:主要用於連接和緊固各種機械零件,以實現機器零件的裝配。
螺紋公差與檢測 一、螺紋的分類 按用途分:
緊固螺紋 使用要求:保證旋合性和連接強度。
螺紋公差與檢測 一、螺紋的分類 按用途分:
管螺紋 用途:主要用於管道係統中的管件連接,用於具有氣密性或水密性的條件下。
螺紋公差與檢測 一、螺紋的分類 按用途分:
管螺紋 使用要求: 要有好的連接強度和密封性以及旋合性。
螺紋公差與檢測 一、螺紋的分類 按用途分:
傳動螺紋 用途:用於傳遞動力、運動或位移。 如機床中的絲杠螺母可傳遞運動,量儀中的測微螺旋可傳遞位移,千斤頂的螺杆用於傳遞載荷。
螺紋公差與檢測 一、螺紋的分類 按用途分:
傳動螺紋 使用要求:傳遞動力的可靠性和傳遞位移的準確性。 傳動螺紋的結合應具有合適的間隙,以保證潤滑。
螺紋公差與檢測 一、螺紋的分類 按用途分:
專用螺紋 用途:用於專門用途。 例如,自攻螺釘用螺紋、木螺釘螺紋和氣瓶專用螺紋等。
螺紋公差與檢測 一、螺紋的分類 按用途分:
專用螺紋 使用要求: 旋合性,較高的連接強度。
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差帶代號、旋合長度代號和旋向代號組成。 M16×Ph3P1.5-5g6g-L-LH
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 螺紋特征代號(普通螺紋) (不得誤稱為螺紋代號、牙型代號等)
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 尺寸代號 16:公稱直徑16mm Ph3:導程3mm P1.5:螺距1.5mm
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 公差帶代號 5g:中徑公差帶代號 6g:頂徑公差帶代號
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 旋合長度代號 L:長旋合長度 N:中等旋合長度(不注) S:短旋合長度
旋合長度組的選用原則: ⒈通常采用中等旋合長度組;
⒉對於強度較低零件上的螺紋,為保證連接強度,可選擇長旋合長度組; ⒊對空間位置受到限製或受力不大的螺紋,可選擇短旋合長度組; ⒋對於調整用的螺紋,可根據調整行程的長短選擇合適的旋合長度組。
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 旋向代號 LH:左旋(右旋不注)
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記(可以簡化)
①單線螺紋的尺寸代號為公稱直徑×螺距,不必注寫Ph和P,粗牙螺紋不注螺距。 如:M16×1.5M16
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記(可以簡化)
②中徑與頂徑公差帶代號相同時,隻注寫一個公差帶代號。 如:M16×1.5-5g
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記(可以簡化)
③最常用的中等公差精度螺紋(公稱直徑≤1.4mm的5H、6h和公稱直徑≥1.6mm的6H、6g)不標注公差帶代號。
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差帶代號、旋向代號組成 如:G11/2A、G1/2-LH等。 G:螺紋特征代號
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差帶代號、旋向代號組成 如:G11/2A、G1/2-LH等。 11/2:尺寸代號,是無單位的數字,不再是英寸。
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差等級、旋向代號組成 如:G11/2A、G1/2-LH等。 A:外螺紋公差等級分A級和B級兩種,內螺紋公差等級不標。
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
螺紋副標記如: G11/2A 表示螺紋副時,僅需標注外螺紋的標記。
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。(公差帶代號不注) 如:R13、R23/4、Rc11/2-LH、Rp1/2等。
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:R13-LH R1:表示與圓柱內螺紋相配合的圓錐外螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:R13-LH 3:表示尺寸代號,是無單位的數字,不再是英寸。
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:R23/4 R2:表示與圓錐內螺紋相配合的圓錐外螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:Rc11/2-LH Rc:表示圓錐內螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:Rp1/2 Rp:表示圓柱內螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
螺紋副標記如: Rc/R23/4(錐/錐) Rp/R13(柱/錐) 螺紋副中隻注寫一次尺寸代號。
三、螺紋的公差
三、普通螺紋的公差
三、普通螺紋的公差 說明: ①螺紋精度與公差等級密切相關,
並隨公差等級的提高而提高。 ②公差等級相同的螺紋,旋合長度不同時,螺距誤差對配合性質的影響也不同。
三、普通螺紋的公差 說明: ③要滿足相同的配合性質,
隨著旋合長度的增加,就要相應降低公差等級。 ④螺紋精度不僅與公差等級有關,而且與旋合長度有關。
三、普通螺紋的公差 分析: ①如果大徑或小徑處間隙過小,影響自由旋合;
三、普通螺紋的公差 分析: ②如果間隙過大,則螺牙接觸高度減小,連接強度降低。
三、普通螺紋的公差 分析: ②但是螺紋旋合後,大徑及小徑處均不接觸,因此影響較小。
三、普通螺紋的公差 分析: ③由於螺紋的配合麵是牙側麵,
所以直接影響螺紋互換性的幾何參數有: 螺距誤差 牙側角偏差作用中徑 中徑偏差
三、普通螺紋的公差 分析: ③作用中徑 外螺紋作用中徑:
在規定的旋合長度內,恰好包容實際外螺紋的假想內螺紋的中徑,稱為該外螺紋的作用中徑,用d2m表示。
三、普通螺紋的公差 分析: ③作用中徑 內螺紋作用中徑:
在規定的旋合長度內,恰好包容實際內螺紋的假想外螺紋的中徑,
稱為該內螺紋的作用中徑,用D2m表示。
③作用中徑 說明: 這假想螺紋具有理想的螺距、牙側角和牙型高度,
並且分別能在夠在牙頂處和牙底處留有間隙,以保證它包容實際螺紋時不發生幹涉。
三、普通螺紋的公差 分析: ④用螺紋中徑公差綜合控製螺距誤差、
牙側角偏差和中徑偏差,對於普通螺紋,不必單獨檢驗螺距誤差和牙側角偏差。
三、普通螺紋的公差 分析: ⑤普通螺紋的中徑公差是一個綜合公差,是判斷螺紋互換性的主要依據。
三、普通螺紋的公差 分析:按泰勒原則, 中徑合格條件為 d2m≤d2max,d2s≥d2min D2m≥D2min,D2s≤D2max 自由旋合的條件:d2m≤D2m
三、普通螺紋的公差 分析:
作用中徑的計算公式為 d2m=d2s+(fp+fα) D2m=D2s-(Fp+Fα) 式中,d2s、D2s為單一中徑;
三、普通螺紋的公差 分析:
作用中徑的計算公式為 d2m=d2s+(fp+fα) D2m=D2s-(Fp+Fα) 式中,fp、Fp為螺距誤差的中徑當量;
三、普通螺紋的公差 分析:
作用中徑的計算公式為 d2m=d2s+(fp+fα) D2m=D2s-(Fp+Fα) 式中,fα、Fα為牙側角偏差的中徑當量;
四、普通螺紋的檢測 螺紋的檢測手段是多種多樣的,
應根據螺紋的不同使用場合及螺紋加工條件,由產品設計者自己決定采用何種檢驗手段,來判斷被測螺紋合格與否。
四、普通螺紋的檢測 ①對於生產批量不大的螺紋,
或者為了查找螺紋加工誤差的產生原因,可以用工具顯微鏡、螺紋千分尺、三針法等分別測出螺紋的單一中徑、螺距誤差和牙側角偏差。
四、普通螺紋的檢測 ②對生產批量較大的螺紋,
可以按泰勒原則使用螺紋量規檢驗,來判斷被測螺紋的旋合性和連接強度合格與否。
四、普通螺紋的檢測 ③泰勒原則: 是指為了保證旋合性,
實際螺紋的作用中徑應不超出最大實體牙型的中徑; 為了保證連接強度,
該實際螺紋任何部位的單一中徑應不超出最小實體牙型的中徑;
四、普通螺紋的檢測 普通螺紋是多參數要素,
其檢測方法分為兩類: 綜合檢驗 單項測量
四、普通螺紋的檢測 普通螺紋是多參數要素,其檢測方法分為兩類:
綜合檢驗 按泰勒原則使用螺紋量規檢驗被測螺紋各個幾何參數的誤差的綜合結果。
綜合檢驗 ①用該量規的通規檢驗被測螺紋的作用中徑(含底徑);
②用該量規的止規檢驗被測螺紋的單一中徑; ③還要用光滑極限量規檢驗被測螺紋頂徑的實際尺寸。
綜合檢驗 說明: ①檢驗內螺紋的量規稱為螺紋塞規,檢驗外螺紋的量規稱為螺紋環規。
綜合檢驗 說明: ②通規模擬體現被測螺紋的最大實體牙型,
檢驗被測螺紋的作用中徑是否超出其最大實體牙型的中徑,並同時檢驗被測螺紋底徑的實際尺寸是否超出其最大實體尺寸。
綜合檢驗 說明: ②因此,通規應具有完整的牙型,並且其螺紋的長度應等於被測螺紋的旋合長度。
綜合檢驗 說明: ③止規用來檢驗被測螺紋的單一中徑是否超出其最小實體牙型的中徑,
因此,止規采用截短牙型,並且隻有2~3個螺距的螺紋長度,以減少牙側角偏差和螺距誤差對檢驗結果的影響。
綜合檢驗 合格條件: 用螺紋量規檢驗時,若其通規能夠旋合通過整個被測螺紋,則認為旋合性合格,否則不合格;
綜合檢驗 合格條件: 用螺紋量規檢驗時,如果其止規不能旋入或不能完全旋入被測螺紋
(隻允許與被測螺紋的兩端旋合,不得超過兩個螺距),則認為連接強度合格,否則不合格。
單項測量 是指對被測螺紋的各個實際幾何參數分別進行測量,主要用於單件、
小批量生產中,特別是測量精密螺紋、螺紋量規、螺紋刀具和絲杠螺紋等。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
屬於間接測量法,將三根直徑相同的精密圓柱量針分別放入被測螺紋直徑方向的兩邊溝槽中,
與牙型兩側麵接觸,測量這三根量針外側母線之間的距離M。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
根據測得的跨針距M、被測螺紋螺距的基本值P、牙型半角α/2和量針直徑d0計算出被測螺紋的單一中徑d2s。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
影響螺紋單一中徑測量精度的因素: 跨針距M的測量誤差,量針的尺寸偏差和形狀誤差,被測螺紋的螺距偏差和牙側角偏差。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
采取的措施: 為了避免牙側角偏差對測量結果的影響,應使量針與被測螺紋牙型溝槽的兩個接觸點間的軸向距離等於螺距基本值的一半,
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
可得最佳的量針直徑d0(最佳)的計算公式:
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
用三針法測量外螺紋單一中徑時,應盡量選用具有最佳直徑的量針。
單項測量 常用的單項測量方法: ②影像法測量外螺紋幾何參數
是指用工具顯微鏡將被測外螺紋牙型輪廓放大成像,被測外螺紋的影像來測量其牙側角、螺距和中徑,也可測量其大徑和小徑。
四、普通螺紋的檢測
單項測量 常用的單項測量方法: ③用螺紋千分尺測量外螺紋中徑
螺紋千分尺是生產車間測量低精度外螺紋中徑的常用量具。
單項測量 常用的單項測量方法: ③用螺紋千分尺測量外螺紋中徑
它的構造與普通外徑千分尺相似,隻是在測微螺杆端部和測量砧上分別安裝了可更換的錐形測頭和V形槽測頭。
單項測量 常用的單項測量方法: ③用螺紋千分尺測量外螺紋中徑
螺紋千分尺帶有一套不同規格的測頭,以測量不同螺距的外螺紋。
..............................
螺紋的標記 三、普通螺紋的公差 四、普通螺紋的檢測
螺紋公差與檢測 一、螺紋的分類 按牙型分:
三角形、梯形、鋸齒形、矩形、圓形; 對稱牙型與非對稱牙型;
螺紋公差與檢測 一、螺紋的分類
螺紋公差與檢測 一、螺紋的分類 按單位製分: 米製; 英製; 美製;
螺紋公差與檢測 一、螺紋的分類 按外形分:內螺紋; 外螺紋; 圓柱螺紋; 圓錐螺紋;
螺紋公差與檢測 一、螺紋的分類 按密封性分:
非密封螺紋 密封螺紋 幹密封螺紋
螺紋公差與檢測 一、螺紋的分類 按配合分:
間隙、過渡、過盈;
螺紋公差與檢測 一、螺紋的分類 按類型分:
柱/柱:(間隙) 錐/錐:(過渡或過盈) 柱/錐:(過盈)
螺紋公差與檢測 一、螺紋的分類 按螺距分:
粗牙; 細牙; 超細牙; 恒定螺距;
螺紋公差與檢測 一、螺紋的分類 按用途分:
緊固螺紋、 管螺紋、 傳動螺紋 專用螺紋。
螺紋公差與檢測 一、螺紋的分類 按用途分:
緊固螺紋 用途:主要用於連接和緊固各種機械零件,以實現機器零件的裝配。
螺紋公差與檢測 一、螺紋的分類 按用途分:
緊固螺紋 使用要求:保證旋合性和連接強度。
螺紋公差與檢測 一、螺紋的分類 按用途分:
管螺紋 用途:主要用於管道係統中的管件連接,用於具有氣密性或水密性的條件下。
螺紋公差與檢測 一、螺紋的分類 按用途分:
管螺紋 使用要求: 要有好的連接強度和密封性以及旋合性。
螺紋公差與檢測 一、螺紋的分類 按用途分:
傳動螺紋 用途:用於傳遞動力、運動或位移。 如機床中的絲杠螺母可傳遞運動,量儀中的測微螺旋可傳遞位移,千斤頂的螺杆用於傳遞載荷。
螺紋公差與檢測 一、螺紋的分類 按用途分:
傳動螺紋 使用要求:傳遞動力的可靠性和傳遞位移的準確性。 傳動螺紋的結合應具有合適的間隙,以保證潤滑。
螺紋公差與檢測 一、螺紋的分類 按用途分:
專用螺紋 用途:用於專門用途。 例如,自攻螺釘用螺紋、木螺釘螺紋和氣瓶專用螺紋等。
螺紋公差與檢測 一、螺紋的分類 按用途分:
專用螺紋 使用要求: 旋合性,較高的連接強度。
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差帶代號、旋合長度代號和旋向代號組成。 M16×Ph3P1.5-5g6g-L-LH
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 螺紋特征代號(普通螺紋) (不得誤稱為螺紋代號、牙型代號等)
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 尺寸代號 16:公稱直徑16mm Ph3:導程3mm P1.5:螺距1.5mm
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 公差帶代號 5g:中徑公差帶代號 6g:頂徑公差帶代號
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 旋合長度代號 L:長旋合長度 N:中等旋合長度(不注) S:短旋合長度
旋合長度組的選用原則: ⒈通常采用中等旋合長度組;
⒉對於強度較低零件上的螺紋,為保證連接強度,可選擇長旋合長度組; ⒊對空間位置受到限製或受力不大的螺紋,可選擇短旋合長度組; ⒋對於調整用的螺紋,可根據調整行程的長短選擇合適的旋合長度組。
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記:
M16×Ph3P1.5-5g6g-L-LH 旋向代號 LH:左旋(右旋不注)
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記(可以簡化)
①單線螺紋的尺寸代號為公稱直徑×螺距,不必注寫Ph和P,粗牙螺紋不注螺距。 如:M16×1.5M16
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記(可以簡化)
②中徑與頂徑公差帶代號相同時,隻注寫一個公差帶代號。 如:M16×1.5-5g
螺紋公差與檢測 二、螺紋的標記 普通螺紋的完整標記(可以簡化)
③最常用的中等公差精度螺紋(公稱直徑≤1.4mm的5H、6h和公稱直徑≥1.6mm的6H、6g)不標注公差帶代號。
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差帶代號、旋向代號組成 如:G11/2A、G1/2-LH等。 G:螺紋特征代號
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差帶代號、旋向代號組成 如:G11/2A、G1/2-LH等。 11/2:尺寸代號,是無單位的數字,不再是英寸。
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、公差等級、旋向代號組成 如:G11/2A、G1/2-LH等。 A:外螺紋公差等級分A級和B級兩種,內螺紋公差等級不標。
螺紋公差與檢測 二、螺紋的標記 55°非密封管螺紋的完整標記:
螺紋副標記如: G11/2A 表示螺紋副時,僅需標注外螺紋的標記。
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。(公差帶代號不注) 如:R13、R23/4、Rc11/2-LH、Rp1/2等。
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:R13-LH R1:表示與圓柱內螺紋相配合的圓錐外螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:R13-LH 3:表示尺寸代號,是無單位的數字,不再是英寸。
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:R23/4 R2:表示與圓錐內螺紋相配合的圓錐外螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:Rc11/2-LH Rc:表示圓錐內螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
由螺紋特征代號、尺寸代號、旋向代號組成。如:Rp1/2 Rp:表示圓柱內螺紋;
螺紋公差與檢測 二、螺紋的標記 55°密封管螺紋的完整標記:
螺紋副標記如: Rc/R23/4(錐/錐) Rp/R13(柱/錐) 螺紋副中隻注寫一次尺寸代號。
三、螺紋的公差
三、普通螺紋的公差
三、普通螺紋的公差 說明: ①螺紋精度與公差等級密切相關,
並隨公差等級的提高而提高。 ②公差等級相同的螺紋,旋合長度不同時,螺距誤差對配合性質的影響也不同。
三、普通螺紋的公差 說明: ③要滿足相同的配合性質,
隨著旋合長度的增加,就要相應降低公差等級。 ④螺紋精度不僅與公差等級有關,而且與旋合長度有關。
三、普通螺紋的公差 分析: ①如果大徑或小徑處間隙過小,影響自由旋合;
三、普通螺紋的公差 分析: ②如果間隙過大,則螺牙接觸高度減小,連接強度降低。
三、普通螺紋的公差 分析: ②但是螺紋旋合後,大徑及小徑處均不接觸,因此影響較小。
三、普通螺紋的公差 分析: ③由於螺紋的配合麵是牙側麵,
所以直接影響螺紋互換性的幾何參數有: 螺距誤差 牙側角偏差作用中徑 中徑偏差
三、普通螺紋的公差 分析: ③作用中徑 外螺紋作用中徑:
在規定的旋合長度內,恰好包容實際外螺紋的假想內螺紋的中徑,稱為該外螺紋的作用中徑,用d2m表示。
三、普通螺紋的公差 分析: ③作用中徑 內螺紋作用中徑:
在規定的旋合長度內,恰好包容實際內螺紋的假想外螺紋的中徑,
稱為該內螺紋的作用中徑,用D2m表示。
③作用中徑 說明: 這假想螺紋具有理想的螺距、牙側角和牙型高度,
並且分別能在夠在牙頂處和牙底處留有間隙,以保證它包容實際螺紋時不發生幹涉。
三、普通螺紋的公差 分析: ④用螺紋中徑公差綜合控製螺距誤差、
牙側角偏差和中徑偏差,對於普通螺紋,不必單獨檢驗螺距誤差和牙側角偏差。
三、普通螺紋的公差 分析: ⑤普通螺紋的中徑公差是一個綜合公差,是判斷螺紋互換性的主要依據。
三、普通螺紋的公差 分析:按泰勒原則, 中徑合格條件為 d2m≤d2max,d2s≥d2min D2m≥D2min,D2s≤D2max 自由旋合的條件:d2m≤D2m
三、普通螺紋的公差 分析:
作用中徑的計算公式為 d2m=d2s+(fp+fα) D2m=D2s-(Fp+Fα) 式中,d2s、D2s為單一中徑;
三、普通螺紋的公差 分析:
作用中徑的計算公式為 d2m=d2s+(fp+fα) D2m=D2s-(Fp+Fα) 式中,fp、Fp為螺距誤差的中徑當量;
三、普通螺紋的公差 分析:
作用中徑的計算公式為 d2m=d2s+(fp+fα) D2m=D2s-(Fp+Fα) 式中,fα、Fα為牙側角偏差的中徑當量;
四、普通螺紋的檢測 螺紋的檢測手段是多種多樣的,
應根據螺紋的不同使用場合及螺紋加工條件,由產品設計者自己決定采用何種檢驗手段,來判斷被測螺紋合格與否。
四、普通螺紋的檢測 ①對於生產批量不大的螺紋,
或者為了查找螺紋加工誤差的產生原因,可以用工具顯微鏡、螺紋千分尺、三針法等分別測出螺紋的單一中徑、螺距誤差和牙側角偏差。
四、普通螺紋的檢測 ②對生產批量較大的螺紋,
可以按泰勒原則使用螺紋量規檢驗,來判斷被測螺紋的旋合性和連接強度合格與否。
四、普通螺紋的檢測 ③泰勒原則: 是指為了保證旋合性,
實際螺紋的作用中徑應不超出最大實體牙型的中徑; 為了保證連接強度,
該實際螺紋任何部位的單一中徑應不超出最小實體牙型的中徑;
四、普通螺紋的檢測 普通螺紋是多參數要素,
其檢測方法分為兩類: 綜合檢驗 單項測量
四、普通螺紋的檢測 普通螺紋是多參數要素,其檢測方法分為兩類:
綜合檢驗 按泰勒原則使用螺紋量規檢驗被測螺紋各個幾何參數的誤差的綜合結果。
綜合檢驗 ①用該量規的通規檢驗被測螺紋的作用中徑(含底徑);
②用該量規的止規檢驗被測螺紋的單一中徑; ③還要用光滑極限量規檢驗被測螺紋頂徑的實際尺寸。
綜合檢驗 說明: ①檢驗內螺紋的量規稱為螺紋塞規,檢驗外螺紋的量規稱為螺紋環規。
綜合檢驗 說明: ②通規模擬體現被測螺紋的最大實體牙型,
檢驗被測螺紋的作用中徑是否超出其最大實體牙型的中徑,並同時檢驗被測螺紋底徑的實際尺寸是否超出其最大實體尺寸。
綜合檢驗 說明: ②因此,通規應具有完整的牙型,並且其螺紋的長度應等於被測螺紋的旋合長度。
綜合檢驗 說明: ③止規用來檢驗被測螺紋的單一中徑是否超出其最小實體牙型的中徑,
因此,止規采用截短牙型,並且隻有2~3個螺距的螺紋長度,以減少牙側角偏差和螺距誤差對檢驗結果的影響。
綜合檢驗 合格條件: 用螺紋量規檢驗時,若其通規能夠旋合通過整個被測螺紋,則認為旋合性合格,否則不合格;
綜合檢驗 合格條件: 用螺紋量規檢驗時,如果其止規不能旋入或不能完全旋入被測螺紋
(隻允許與被測螺紋的兩端旋合,不得超過兩個螺距),則認為連接強度合格,否則不合格。
單項測量 是指對被測螺紋的各個實際幾何參數分別進行測量,主要用於單件、
小批量生產中,特別是測量精密螺紋、螺紋量規、螺紋刀具和絲杠螺紋等。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
屬於間接測量法,將三根直徑相同的精密圓柱量針分別放入被測螺紋直徑方向的兩邊溝槽中,
與牙型兩側麵接觸,測量這三根量針外側母線之間的距離M。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
根據測得的跨針距M、被測螺紋螺距的基本值P、牙型半角α/2和量針直徑d0計算出被測螺紋的單一中徑d2s。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
影響螺紋單一中徑測量精度的因素: 跨針距M的測量誤差,量針的尺寸偏差和形狀誤差,被測螺紋的螺距偏差和牙側角偏差。
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
采取的措施: 為了避免牙側角偏差對測量結果的影響,應使量針與被測螺紋牙型溝槽的兩個接觸點間的軸向距離等於螺距基本值的一半,
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
可得最佳的量針直徑d0(最佳)的計算公式:
單項測量 常用的單項測量方法: ①三針法測量外螺紋單一中徑;
用三針法測量外螺紋單一中徑時,應盡量選用具有最佳直徑的量針。
單項測量 常用的單項測量方法: ②影像法測量外螺紋幾何參數
是指用工具顯微鏡將被測外螺紋牙型輪廓放大成像,被測外螺紋的影像來測量其牙側角、螺距和中徑,也可測量其大徑和小徑。
四、普通螺紋的檢測
單項測量 常用的單項測量方法: ③用螺紋千分尺測量外螺紋中徑
螺紋千分尺是生產車間測量低精度外螺紋中徑的常用量具。
單項測量 常用的單項測量方法: ③用螺紋千分尺測量外螺紋中徑
它的構造與普通外徑千分尺相似,隻是在測微螺杆端部和測量砧上分別安裝了可更換的錐形測頭和V形槽測頭。
單項測量 常用的單項測量方法: ③用螺紋千分尺測量外螺紋中徑
螺紋千分尺帶有一套不同規格的測頭,以測量不同螺距的外螺紋。
..............................
